
Мы производим компоненты безопасности для автомобилей. Разумеется, от нас требуется гарантия качества на все произведенные детали и постоянное сокращение сроков проектирования. С 1995 года ProCAST помогает нам соответствовать этим требованиям.
Марчелло Бошини (Marcello Boschini), Brembo, Италия
В ситуациях, когда речь идет о сложных тонкостенных деталях, ProCAST — поистине незаменимый продукт.
Стефан Густафссон Леделл (Stefan Gustafsson Ledell), Swedish Foundry Association, Швеция
ProCAST представляет собой профессиональную систему компьютерного 3D-моделирования литейных процессов методом конечных элементов. Оригинальным разработчиком этого программного продукта является UES Inc. (США), ряд модулей разработан швейцарской фирмой Calcom SA. В 2003 году обе фирмы вошли в состав группы компаний ESI Group (Engineering Systems International), а программный комплекс ProCAST стал частью семейства PAM-систем для инженерного анализа.
Система работает под ОС UNIX, MS Windows и позволяет моделировать практически все варианты литейных технологий, включая свободное литье в формы, литье под низким и высоким давлением, литье по выплавляемым моделям
Успех этого пакета предопределили высокая достоверность результатов расчета и широкий диапазон моделируемых условий. Сегодня продукцию ESI Group используют такие компании, как BMW, Skoda Auto, Hyundai, Daimler Chrysler, Volkswagen
В России и других странах бывшего СССР пакет пока не получил широкого распространения. Причин здесь, по-видимому, несколько. Во-первых, недоверие к возможностям виртуального моделирования, ориентация преимущественно на опыт металлургов со стажем. Во-вторых, сказывается дефицит специалистов, совмещающих опыт в области литейного производства с достаточной компьютерной грамотностью. Показательно, что и в учебных планах высшей школы доля программ такого уровня пока незначительна — правда, здесь ситуация понемногу меняется к лучшему. В конце сентября этого года на базе Московского института стали и сплавов (МИСиС) проводился семинар, посвященный ПО ProCAST: программу представляла чешская компания MECAS ESI — генеральный дистрибьютор комплекса в странах Восточной Европы. Интерес к семинару проявил ряд российских производств и институтов (Балашихинский литейно-металлургический завод, Российский государственный технологический университет имени
Среди пользователей в странах СНГ, уже сейчас реально и успешно работающих с программным комплексом ProCAST, — одно из ключевых предприятий Республики Беларусь, входящее в восьмерку крупнейших мировых производителей тракторов: ПО «Минский тракторный завод». Квалифицированное использование программы позволило сократить материальные расходы и время доводки изделий. Согласно экспертной оценке, одна локальная лицензия ProCAST за год позволяет проанализировать и отладить технологические процессы в среднем по восьми отливкам высокой сложности (таких, например, как головка блока цилиндров). Годовой экономический эффект от использования пакета составляет примерно $ 440 000, что в несколько раз превышает затраты на оснащение рабочих мест необходимыми техническими и программными средствами.
Другой яркий пример — ФГУП «ММПП „Салют“»: крупнейшее российское предприятие, которое производит и ремонтирует газотурбинные двигатели для самолетов семейства «Су» и «МиГ».
В последние годы продукция «Салюта» всё более заметна на рынке наземных газотурбинных установок для энергетики и транспорта. С началом производства этих изделий на предприятии быстрыми темпами стало развиваться опытное производство, увеличились вес и габаритные размеры литых деталей, существенно изменилась их номенклатура (в кратчайшие сроки потребовалось наладить выпуск более 150 таких деталей). Важным этапом стала разработка технологии литья — конструкции отливки и литейного блока, выбор параметров технологического процесса, обеспечивающих получение отливок высокого качества.
Для совершенствования высоких технологий был создан отдел САПР литейных процессов (ЛП). С 2002 года на предприятии эксплуатируются три рабочих места российской программы для моделирования литейных процессов «Полигон». По мере накопления опыта отдел ЛП пришел к выводу, что необходима более универсальная программа, способная моделировать весь процесс кристаллизации отливки с учетом заполнения формы и сложного теплообмена излучением. Внедрение на «Салюте» комплекса ProCAST позволило охватить практически все вопросы, связанные с литейным производством.
Разработчики избрали нестандартный путь построения системы: составляющие ее модули-решатели соответствуют не конкретным литейным технологиям, а физическим процессам, которые в различных сочетаниях реализуются этими технологиями.
Используя наглядный и интуитивно понятный интерфейс, пользователь формирует расчетную модель, а необходимые решатели подключаются в процессе решения (какие именно — зависит от набора параметров).
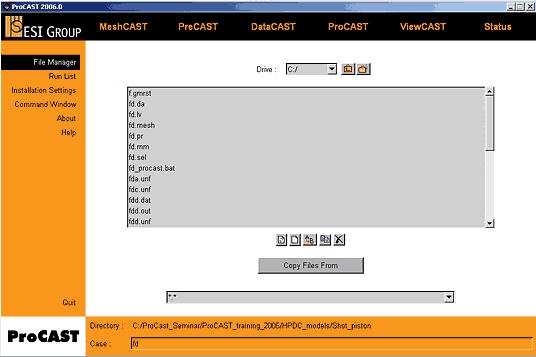
Доступ к модулям, с которыми непосредственно работает пользователь, осуществляется из вкладки File Manager. Рассмотрим ее подробнее.
Вычислительные ресурсы ProCAST определяются решателями, реализующими самые передовые расчетные модели и подходы:
Все модули моделируют реальную физику соответствующих процессов (теплопроводность, потоки, напряжения
ProCAST представляет законченное решение, охватывающее широкий спектр литья металлов и сплавов. Большая часть сталей, чугунов, сплавов Al, Co, Cu, Mg, Ni, Ti и Zn представлена в соответствующих базах данных системы, открытых для пополнения и обновления. Интуитивно понятный интерфейс позволяет автоматически рассчитать свойства сплава, просто задавая его состав.
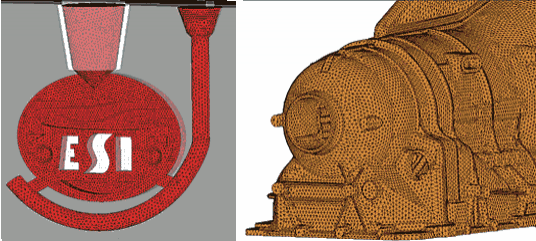
Чтение CAD-моделей, проверка и, при необходимости, «лечение» импортированной геометрии осуществляются с помощью тетрагонального генератора сетки MeshCAST. В его состав также включен генератор оболочек, предназначенный для моделирования литья по выплавляемым моделям. Помимо собственных файлов системы генератор способен распознавать следующие форматы:
Система ProCAST моделирует течение потока расплава со свободными поверхностями на основе уравнения течения Навье-Стокса и учитывает особенности различных методов литья. Таким образом, один и тот же модуль Fluids Module может использоваться для любого типа заполнения, вплоть до самих высоких скоростей течения, встречающихся при литье под давлением. Реализовано моделирование турбулентностей, сжимаемых жидкостей, а также других неньютоновских течений (пластмасса, восковые модели). К расчету подключена газовая модель с учетом вентиляционных отверстий в металлических формах.
В ProCAST могут моделироваться процессы, возникающие при литье по выжигаемым моделям, с учетом газопроницаемости формы
Течение может моделироваться с учетом наклона системы «заливочный ковш — форма» или условий центробежного литья. Специальная функция позволяет определить, где именно в процессе заполнения будут скапливаться примеси или окисные плены. Кроме того, существует возможность моделировать подачу расплава в различные литники на определенные моменты времени.
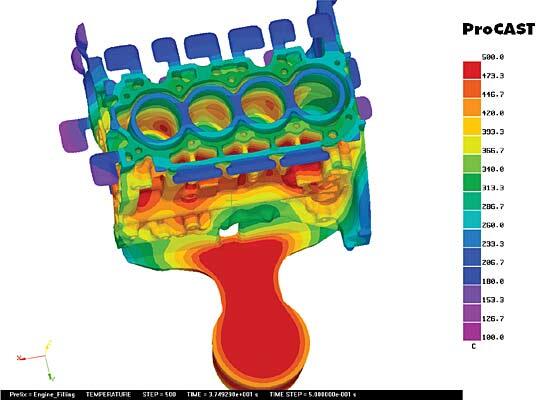
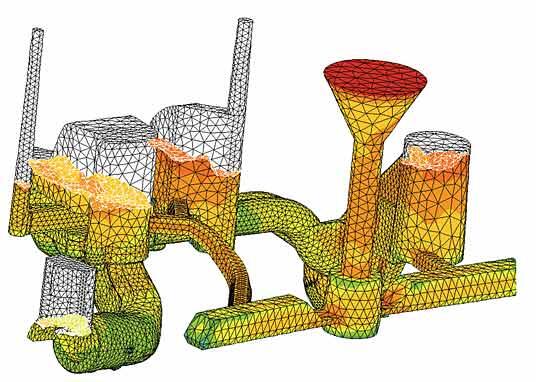
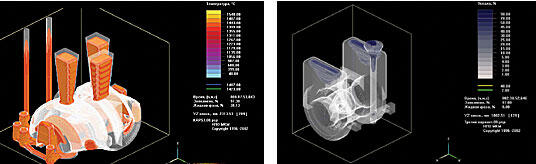
Модуль теплового расчета позволяет рассчитывать выделение скрытой теплоты с учетом задаваемого спектра выделения твердой фазы, что делает возможным моделирование поведения самых разнообразных сплавов. Возможна «виртуальная» песчаная форма, заданная только граничными условиями, но не имеющая геометрической модели. Таким образом, можно обойтись без построения дискретной модели формы, что сокращает число конечных элементов в расчете, а значит и время самого расчета. Эффективно моделируется многоцикловая работа прессформ: учитывается постепенный прогрев прессформы в процессе выпуска партии деталей (многократное повторение цикла «впрыск — затвердевание — выемка»). В рамках теплового расчета моделируются процессы образования микро- и макропористости.
Модуль расчета напряжений позволяет вычислять как термические напряжения, так и напряжения, возникающие при взаимодействии отливки с формой и другой технологической оснасткой. Напряжения рассчитываются одновременно во всех областях геометрической модели (в отливке, форме, стержнях, холодильнике
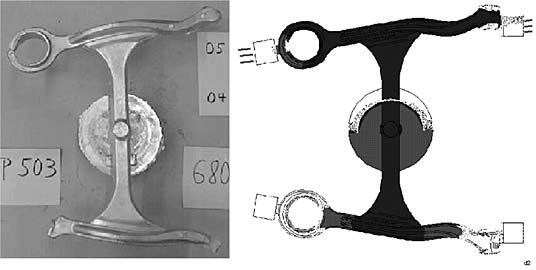
По мере выполнения термических расчетов и анализа течения система вычисляет изменения плотности. Пользователь получает конечную геометрию отливки и данные по усадке.
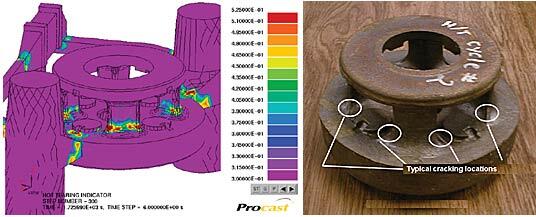
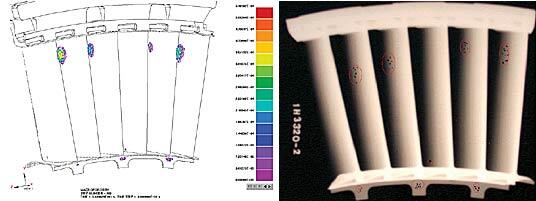
Система выявляет места наиболее вероятного появления «горячих» трещин: карманы с расплавом и области, где отсеченный от питания расплав находится между вторичными ветвями дендритов. В расчетах также учитываются внутренние напряжения и деформации. Таким образом расчетная модель прогнозирования «горячих» трещин связана с остальными моделями, примененными в ProCAST, и в своем роде является уникальной, поскольку производит прогнозирование как на макро-, так и на микроуровне.
В системе заложено два понятия пористости: макропористость и микропористость. Первая связана с процессом усадки и проблемами подпитки отдельных зон отливки при кристаллизации: в результате отвердения этих областей образуются усадочные раковины. Что касается микропористости, то она обусловлена неравномерностью процессов охлаждения и проявляется на микроуровне. Возникновение микропористости связано с появлением аналогичных областей с жидкостью, но между вторичными ветвями дендритов, отсекающими питание жидким металлом. Благодаря модулю Porosity области появления макро- и микропористости можно рассчитать. Модель расчета тесно связана с прогнозированием «горячего» растрескивания, к которому пористость и может привести при появлении деформаций и внутренних напряжений. Система находит и отмечает зоны наиболее вероятного появления таких дефектов.
С системой поставляется обширная база данных по свойствам материалов. Здесь собраны данные по большинству сплавов на основе железа с добавками алюминия, кобальта, меди, магния, никеля, титана и цинка. Кроме того, в базу TermoTech включены данные о следующих системах:
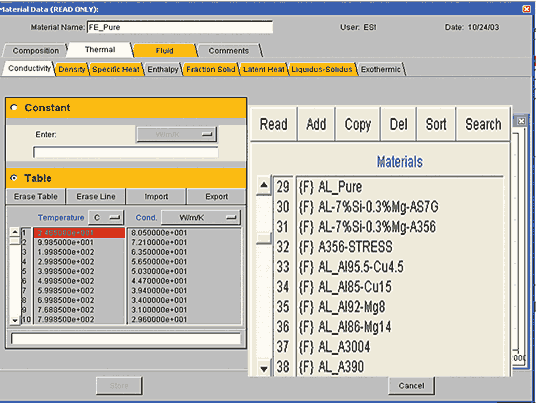
Модуль расчета свойств материала на основе его состава позволяет избежать ввода многочисленных данных, благодаря чему ведение базы данных существенно упрощается.
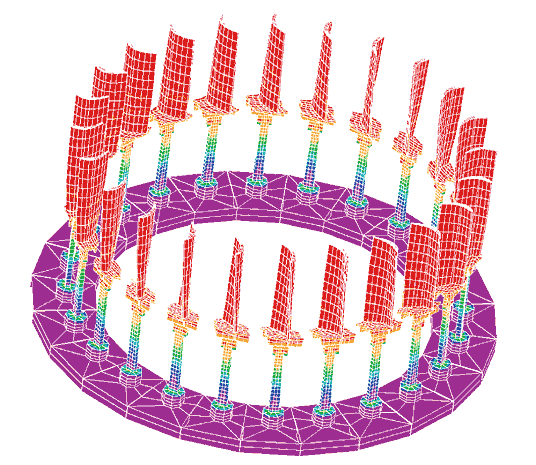
Расчет теплоизлучения в процессе кристаллизации группы отливок (например, в печи Бриджмена) использует самые современные методы «чистой радиации серого тела».
Система учитывает разнообразные эффекты влияния теплоизлучающих отливок и других элементов системы друг на друга: прямое воздействие тепловых лучей, эффекты отражения, затенения по законам «визуальных факторо». Нагревательные элементы, отражающий экран, система охлаждения могут двигаться относительно отливки по заданным законам, при этом значения визуальных факторов автоматически пересчитываются.
Для расчета теплоизлучения должны быть указаны материалы отливки, параметры теплопередачи между элементами системы, граничные и начальные условия.
Чтобы прогнозировать микроструктуру материала при затвердевании, используются новейшие модели, разработанные в американских университетах и в институте EPFL (Лозанна, Швейцария). ProCAST может моделировать фазовые изменения в структуре формирующегося твердого чугуна или стали — с учетом выхода скрытого тепла и выделения таких фаз, как аустенит, феррит, цементит, графит
Обратное моделирование позволяет уточнить конкретные параметры модели на основе имеющихся данных по уже отработанной технологии литья, замеров реальных температур и сравнения с результатами виртуального моделирования (сравнение «термальных историй»). Уточнению могут подлежать граничные условия системы «отливка — форма» (коэффициент теплопередачи, коэффициент теплоизлучения
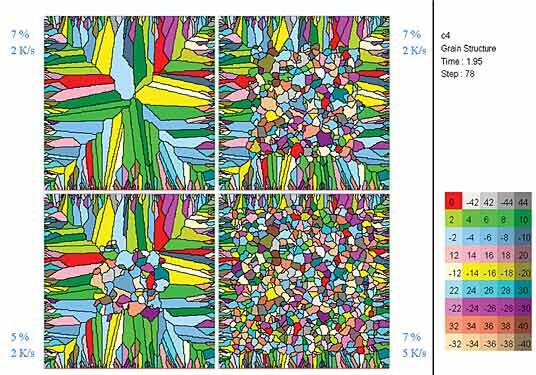
Модуль CAFE (Cellular Automated Finite Element — клеточный автомат на основе конечных элементов) позволяет смоделировать эволюцию развития кристаллической структуры с момента зарождения первых кристаллов. При этом учитываются все внешние факторы и свойства материала, заложенные в модель. В модуле применены самые современные стохастические модели, позволяющие определить размер зерна, расстояния между вторичными ветвями дендритов, фазы, радиус графитовых включений.
Lost Foam — опция для расчета литья по выжигаемым формам. Появление этого программного решения обеспечило моделирование литья в формы, заполненные полимерной пеной. В ProCAST моделируется процесс выжигания пены горячим металлом, отвод образующихся газов и заполнение самой формы. Благодаря этой опции появляется возможность прогнозировать появление следующих дефектов:
Centrifugal — опция, позволяющая моделировать литье под действием центробежных сил. При этом может быть смоделировано центробежное литье с любой осью вращения: горизонтальной или вертикальной.
Опция Core Blowing обеспечивает расчет производства песчаных стержней и контроль дефектов при их производстве.
Таким образом, программный комплекс ProCAST, применимый к различным технологическим процессам литья и располагающий сложным математическим аппаратом, адекватно описывает физику литейных процессов и позволяет полноценно проанализировать технологию с учетом любых условий литейного производства. Гибкость этого пакета в сочетании с практическим опытом его разработчиков гарантируют, что ProCAST позволит решать любые новые задачи, которые появятся со сменой технологий на предприятии. Следовательно, не потребуются дополнительные затраты на программное обеспечение.

Из отечественных программ для моделирования литейных технологий необходимо отметить программный комплекс LVMFlow (разработчик — НПО МКМ, г. Ижевск), который, пусть и не обладая универсальностью системы ProCAST, зарекомендовал себя рамках своего функционала как чрезвычайно полезный инструмент отладки новых технологий. Программный комплекс LVMFlow может быть использован для моделирования таких способов литья, как литье по выплавляемым моделям, литье в землю, в кокиль, в изложницу, литье под давлением, литье с поворотом формы. Из дополнительных элементов оснастки, применяемых в литейной технологии, в программе рассматриваются теплоэлектронагреватели, каналы с теплоносителями, фильтры, противопригарные покрытия. Также предусмотрено моделирование многократного использования формы.
Достоинства пакета говорят сами за себя:
В сотрудничестве со шведской фирмой NOVACAST AB система доведена до уровня требований мирового рынка. Достоверные результаты моделирования, их наглядное представление, широкие возможности, удобный интерфейс и разумная цена обеспечили коммерческий успех системы за рубежом (с 1993 года произведено более 150 инсталляций в США, Канаде, Бразилии, Швеции, Норвегии, Австралии, Турции). На зарубежном рынке LVMFlow распространяется под торговыми марками NovaSolid и NovaFlow.
Список российских пользователей в последние годы значительно расширился. В частности, лицензии приобрели Оскольский завод металлургического машиностроения, Воронежский государственный университет, ОАО «Коломенский завод», ОАО «Ливгидромаш», ЗАО «Механо-ремонтный комплекс» (г. Магнитогорск), ООО «Лебедянский машиностроительный завод», ОАО «Тяжпромарматура» (г. Алексин). Во всех случаях решение о приобретении лицензии принималось после основательного тестирования программы.
LVMFlow продолжает динамично развиваться. В процессе разработки находится версия LVMFlow под рабочим названием CVCast. Метод контрольного объема с вложенными сетками, реализуемый в этой версии, позволит, во-первых, добиться идеального представления сложной геометрии, а во-вторых, варьировать размер сетки, сгущая ее в областях с большими градиентами, что повысит точность результатов расчета при сохранении или даже уменьшении размерности задачи.
Начались работы над модулем для предсказания структуры металла и химической неоднородности (ликвации), решениями для моделирования газовой пористости, литья по выжигаемым моделям и центробежного литья.
Совершенствуются модели расчета напряжений («горячих» трещин). Уже реализованы алгоритмы расчета напряжений в отливке и элементах оснастки без учета контактного взаимодействия между компонентами сборки (в упругой и упруго-пластичной постановках). Модуль расчета напряжений в такой постановке доступен уже сейчас. В ближайшем будущем будет решаться и контактная задача. Продолжаются исследования с целью формулировки критерия образования трещин.
Предусмотрено распараллеливание вычислений и переход на 64-разрядную технологию. В бета-версии LVMFlow 2.92 при решении тепловой и гидродинамической задач на двухпроцессорной машине получено ускорение в 1,5−1,7 раза. 64-разрядная технология снимает ограничение (2,5 Гб) на использование оперативной памяти компьютера и в сравнении с 32-разрядной версией повышает скорость расчетов на 10−20%.
Успехи российских разработчиков очевидны: со временем отечественные программы имеют все шансы сравняться с зарубежными аналогами и, может быть, даже превзойти их. Но как сделать оптимальный выбор уже сегодня?
По-видимому, принимая решение, нужно ориентироваться не только на текущие задачи, но и на перспективу. С другой стороны, вряд ли стоит тратить немалые средства на дорогостоящую программу, чтобы затем использовать ее возможности едва ли на треть. Поэтому есть резон оценить функционал программы на примере типовых литейных процессов, используемых на предприятии, и только тогда делать соответствующие выводы. Специалисты CSoft готовы оказать в этом всю необходимую помощь: провести моделирование реальных технологий, обучить персонал заказчика работе с программным обеспечением, предоставить программу для тестовой эксплуатации. А выбор — за вами.