
Выполнение этой задачи обеспечивает система автоматизированного моделирования литейных процессов (САМ ЛП) LVMFlow, позволяющая технологу-литейщику оперативно оптимизировать ЛПС для получения качественной отливки. Это достигается с помощью нового программного модуля, разработанного ЗАО НПО МКМ при поддержке отдела главного металлурга ФГУП «Воронежский механический завод». Теперь технолог-литейщик может в диалоговом режиме задать требуемые начальные установки и, получив искомое распределение температурного поля в форме, выбрать оптимальный температурный режим керамической оболочки перед заливкой.
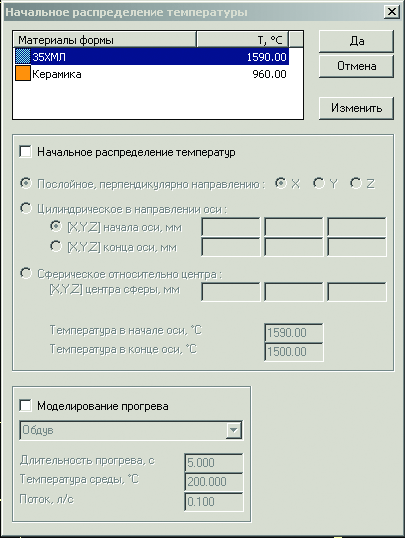
В САМ ЛП LVMFlow эта методика реализована в двух вариантах (рис. 1):
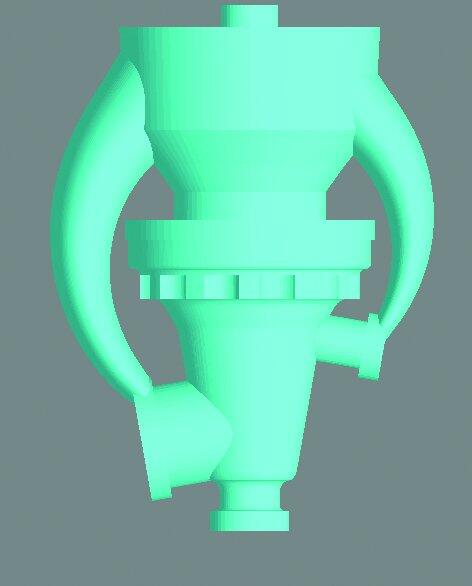
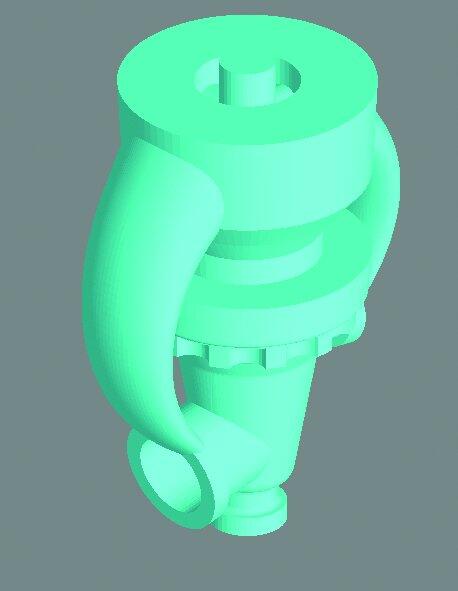
Доводка нового программного модуля производилась на ряде отливок ответственного назначения, получаемых методом ЛВМ (рис. 2).
Получение качественной отливки в большинстве случаев требует проверки значительного количества температурно-временных вариантов прогрева формы перед заливкой. Практически это осуществляется следующим образом. Начальная температура формы на выходе из печи обычно варьируется в пределах 500−960 °C с шагом 50 °C. Длительность выдержки перед заливкой изменяется в интервале 1−4 часа с шагом 1 час. Таким образом, общее количество температурно-временных вариантов формы перед заливкой равно 40.
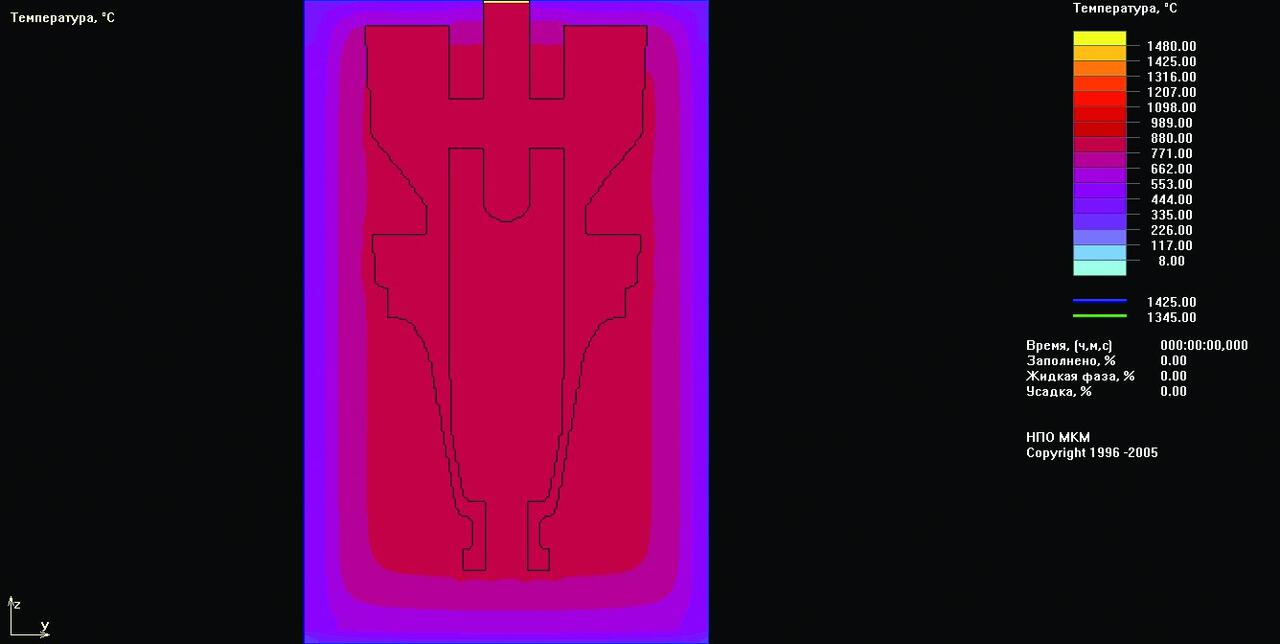
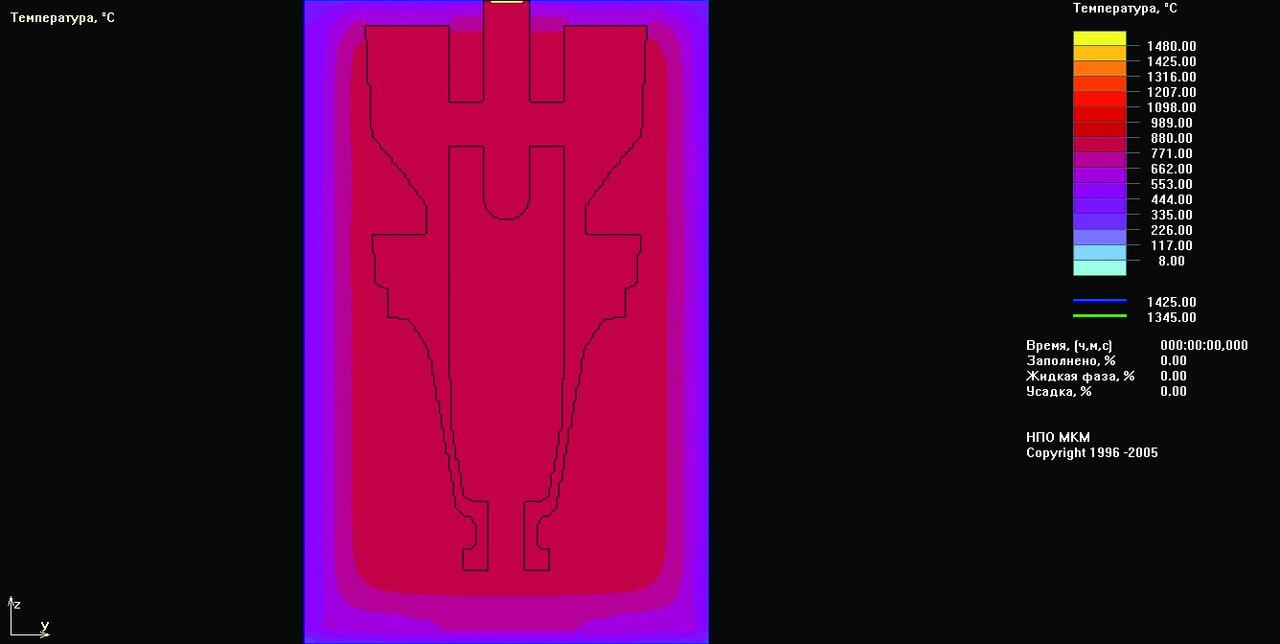
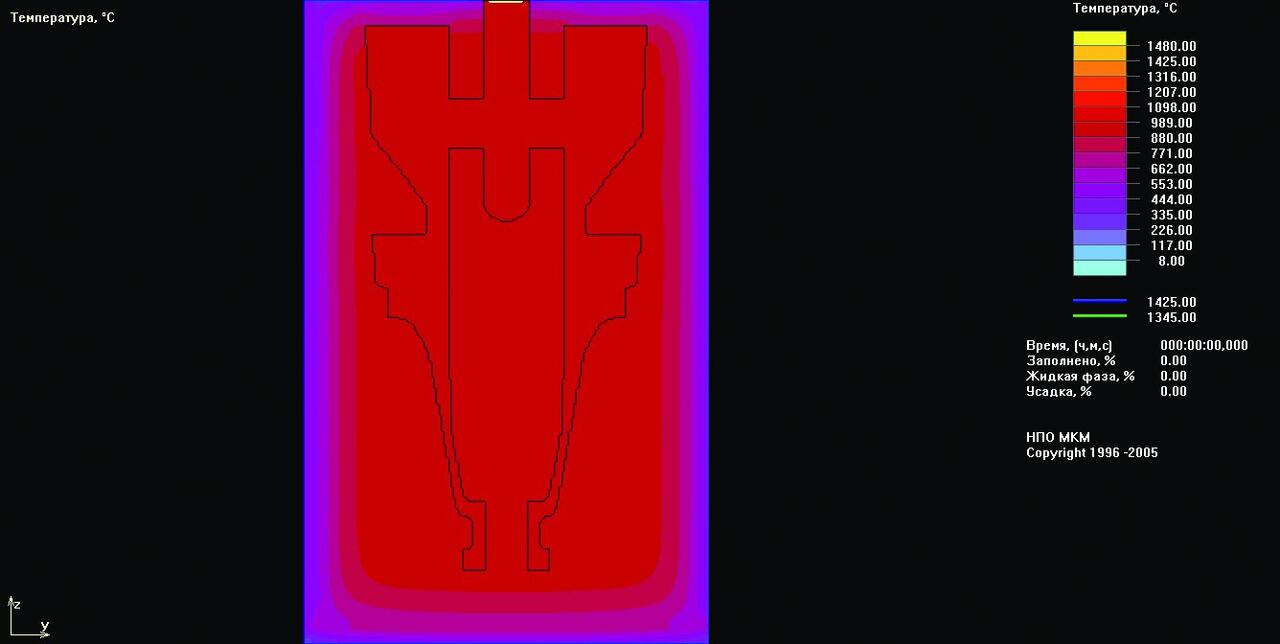
На рис. 3 показано изменение температурного поля заформованной керамической оболочки после ее извлечения из прокалочной печи с заданной температурой и выдержкой перед заливкой в течение 10 минут.
Такая технология моделирования позволяет технологу-литейщику объективно оценить процессы, происходящие при заполнении керамической формы металлом и последующем затвердевании, выбрать оптимальный температурный режим прогрева керамической формы, а также скорректировать литниково-питающую систему для получения качественной отливки.
Компьютерное моделирование процесса предварительного охлаждения формы и последующего заполнения/затвердевания отливок ответственного назначения с применением САМ ЛП LVMFlow позволяет: