Уважаемые читатели, эта небольшая заметка начинает серию публикаций, посвященных описанию приемов эффективного использования возможностей системы TechnologiCS. Надеемся, что примеры решения конкретных задач технической подготовки производства помогут пользователям пакета использовать его более полно и качественно, а тем, кто только присматривается к системе, — подробнее ознакомиться с ее возможностями.
Очевидно, что одна из основных целей внедрения САПР — сокращение времени проектирования. Применительно к технологам речь идет о более быстрой разработке технологического процесса. Не секрет, что в связи с тяжелой экономической ситуацией последних лет конструкторско-технологические службы отечественных предприятий претерпели существенное сокращение. И сегодня, когда появились заказы, технологические отделы зачастую просто физически не справляются с навалившимся на них объемом работ. Максимально быстрая разработка ТП с помощью САПР становится особенно актуальной.
Ниже мы приведем несколько примеров существенной экономии времени при создании с помощью системы TechnologiCS техпроцессов для заготовительного производства.
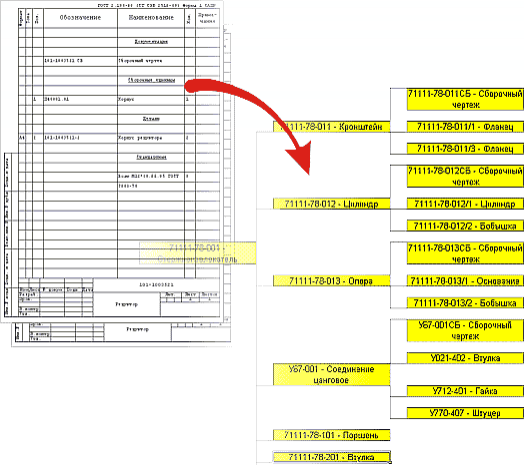
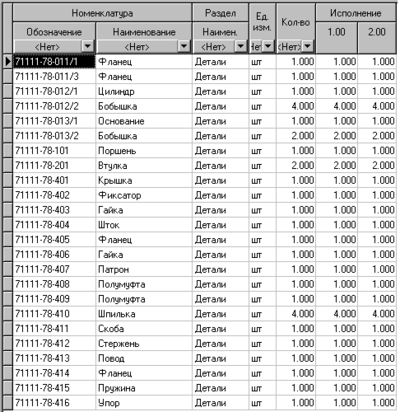
В качестве исходных данных примем, что конструкторские спецификации, относящиеся к изделию, для деталей и узлов которого мы будем проектировать технологические процессы, уже переданы конструкторами в единую базу данных системы TechnologiCS. Это означает, что в БД автоматически сформировалась структура изделия (рис. 1).
Создание технологических процессов начинается, как правило, с формирования предварительного маршрута прохождения детали и задания информации об основном материале. Допустим, этот этап пройден — данные о расцеховке и материалах введены для всех деталей нашего изделия.
Начинаем проектирование ТП заготовительного производства. Большинство техпроцессов для деталей из заготовок одного типа в данном случае идентичны, что позволяет воспользоваться возможностями модуля сводных расчетов TechnologiCS и библиотеки стандартных фрагментов технологических процессов.
Вкратце один из способов ускорения проектирования технологических процессов (для всех деталей изделия), относящихся к заготовительному производству, можно описать следующим образом:
Рассмотрим этот механизм в действии.
Чтобы выбрать из базы данных необходимые нам детали, нужно проделать следующие простые шаги:
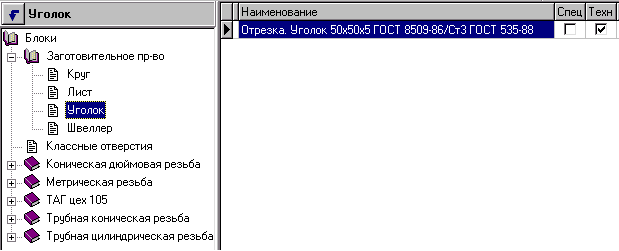
Итак, у нас уже есть список всех деталей изделия, изготавливаемых из заготовок определенного вида, и соответствующий данной заготовке стандартный фрагмент ТП. Остается только последовательно и с небольшими корректировками (например, с изменением конкретных размеров в переходах) вставить этот фрагмент в технологические процессы всех отобранных деталей. Подобная процедура выполняется затем для деталей из других видов заготовок.
Этот способ проектирования очень удобен, если технолог заготовительного производства приступает к работе в тот момент, когда уже указаны маршруты прохождения и основной материал для всех деталей.
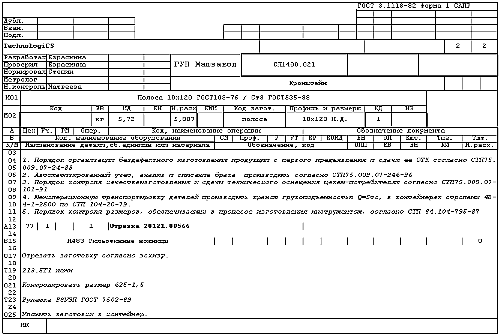
Следующий пример иллюстрирует автоматическое формирование части технологического процесса на этапе выбора основного материала. Поскольку для заготовок определенного вида ТП заготовительного производства в большинстве случаев очень похожи, сопоставим в БД системы фрагмент техпроцесса материалу заготовки. В нашем примере как основной материал используется «Полоса 10×120
Теперь, как только технолог выбирает в качестве основного материала детали указанную полосу, система предлагает ему автоматически сформировать фрагмент ТП для этой детали (рис. 5).
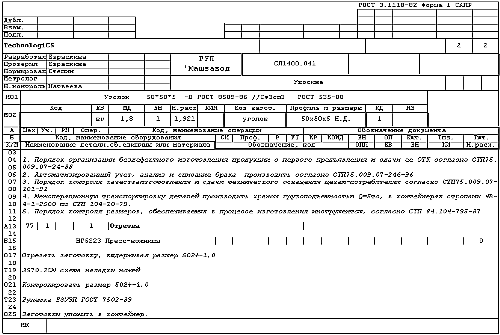
Таким образом, указывая материал заготовки, пользователь системы по нажатию одной клавиши получает практически готовый фрагмент технологического процесса. Остается только немного подправить при необходимости текст переходов и проставить конкретные размеры. Можно также добавить операционный эскиз.
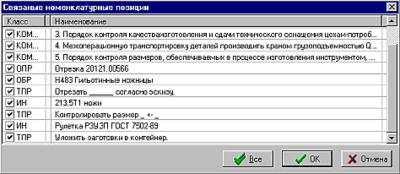
Если, используя связанные позиции, заложить в базе данных несколько вариантов технологических решений, то при автоматическом формировании фрагмента ТП пользователь сможет выбирать, какое именно оборудование, технологический переход или инструмент следует задействовать в данном конкретном случае. Пример технологического процесса, сформированного по вышеописанной технологии, приведен на рис. 6.
Автор выражает благодарность за помощь в подготовке материалов для этой статьи Главному технологу и сотрудникам ОГТ ОАО «Сибсельмаш».