Историки часто спорят о том, когда зародилась компьютерная автоматизация производства. Большинство сходится во мнении, что эта эпоха началась с появлением первых процессоров в середине 50-х годов прошлого столетия. Естественно, что прежде всего автоматизации подвергались самые «тяжелые» направления, такие как управление оборудованием, задачи учета и контроля производства, а с развитием компьютерной техники и конструкторско-технологическое проектирование. Прошло более полувека, и сейчас нет ни одного предприятия, где все эти задачи не решались бы теми или иными программными средствами. Казалось бы, на дворе четвертая промышленная революция [1] и каждый, даже небольшой шаг в развитии программных средств должен существенно увеличивать эффективность производства, но, занимаясь внедрением промышленных систем, наши специалисты начали сталкиваться со странными вещами…
Как правило, в компаниях, особенно крупных, всегда хорошо организована конструкторская подготовка производства. Куплены продвинутые CAD-системы, организован единый архив конструкторской документации, обучен персонал; может, даже есть система управления конструкторской подготовкой (PDM/PLM), которая раздает задания и отслеживает их выполнение. Чуть проще устроены технологические системы. От них обычно требуется маршрут с укрупненными операциями, а также трудовые и материальные нормы. Ну и, конечно, современное производство немыслимо без MES-системы, которую, к слову сказать, предприятия либо разрабатывают сами, либо покупают у крупного (зачастую зарубежного) производителя. Вроде бы все должно работать как швейцарские часы, но близится конец года, сроки подготовки сорваны, заказы затягиваются, плановые даты выпуска переносятся. Результат такой замечательной автоматизации — оправдания перед холдингом/акционерами/кредиторами. На следующий год история повторится снова, вы обновите ваш дорогостоящий парк ПО, вашим конструкторским и технологическим службам станет работать еще удобнее, а экономические и производственные показатели останутся на месте… Почему так происходит?
Внимательное рассмотрение таких явлений показало, что, как это ни странно, существенный ряд проблем лежит именно в области ведения состава изделия. Дело в том, что большинство современных CAD-систем имеют собственные базы данных для организации совместной работы специалистов и хранения (ведения) электронного конструкторского состава (структуры) изделий. Вместе с тем системы управления производством (MES) также требуют состав изделия, дополненный технологическими операциями и нормами. И естественно, что подавляющее большинство компаний-интеграторов и собственных IT-специалистов предприятий с завидной настойчивостью пытаются передать в MES-систему и далее планировать конструкторский состав. А правильно ли это? Давайте разберемся подробнее.
Проблемы внедрения комплексных решений не раз рассматривались нашими специалистами на страницах этого издания [2−4]. Основной трудностью такого внедрения всегда является большая номенклатура используемых программных средств, зачастую очень разнородных и практически не связанных друг с другом. Такое явление носит объективный характер и, как правило, связано с недостаточной функциональностью какого-то одного выбранного продукта или продуктов одной компании-производителя. Данный факт вынуждает разработчика постоянно наращивать функциональность своих продуктов, а компанию-интегратора заниматься кропотливой разработкой различного рода регламентов, программных интерфейсов или специальных структур для конвертирования и передачи данных из одних систем в другие и обратно. А поскольку ни CAD- ни MES-системы, как правило, не имеют встроенной функциональности для трансформации и ведения различных составов и структур изделия, то, естественно, самым быстрым кажется простое решение: взять конструкторский состав и «перелить» его в MES. Далее поправить его руками/скриптами и сделать из него состав и структуру изделия, пригодную для планирования производства. Казалось бы, что может быть проще? Но тут-то и появляются самые нехорошие нюансы.
Во-первых, современные ГОСТы предполагают ведение множества различающихся электронных структур (ЭСИ) одного и того же изделия. Так, например, в
В задачах подготовки, планирования и учета производства важнейшими являются конструктивная, производственно-технологическая и физическая ЭСИ.
Во-вторых, поскольку исходной структурой все-таки является конструктивная (а все остальные, как правило, построены на ее основе), сразу возникает задача поддержания связей между различными структурами. Ведь любое конструкторское изменение должно отразиться на остальных структурах — и наоборот, каждая структура должна «знать», на основе какого конструкторского состава она построена. А если они находятся в разных базах данных? Если учесть, что алгоритм взаимодействия структур может быть достаточно сложным, может получиться так, что данная задача станет просто неразрешимой…
В-третьих, при проектировании производственно-технологической ЭСИ всегда возникают элементы, отсутствующие в исходной структуре. Например, для оптимизации сборочных работ схему сборки всегда трансформируют относительно конструкторского состава изделия. Это позволяет лучше загрузить площади, сократить технологический цикл сборки
Данный список можно продолжать до бесконечности, и каждая из этих особенностей говорит о том, что хорошая промышленная система просто обязана иметь механизмы трансформирования и поддержания различных структур изделия. А если учесть тот факт, что помимо собственно структур необходимо поддерживать связи и изменения, то становится очевидным, что все они должны находиться в единой базе данных. Именно поэтому в TechnologiCS 7 нашими специалистами был разработан режим «Итоговый ТП» (ВОМ), который и предназначен для решения подобного рода задач.
Модуль ведения итоговых техпроцессов изначально был предназначен для работы со сводной информацией об изделии, содержащей в себе как конструкторскую, так и технологическую информацию. Основное назначение модуля — подготовка исходных данных для решения задач планирования и управления производством.
С помощью этого модуля можно:
В модуле возможно ведение неограниченного количества версий электронной структуры изделия, которые можно использовать в собственной MES-подсистеме и передавать во внешние системы различного производственного назначения. Как работает этот модуль, покажем на простом примере.
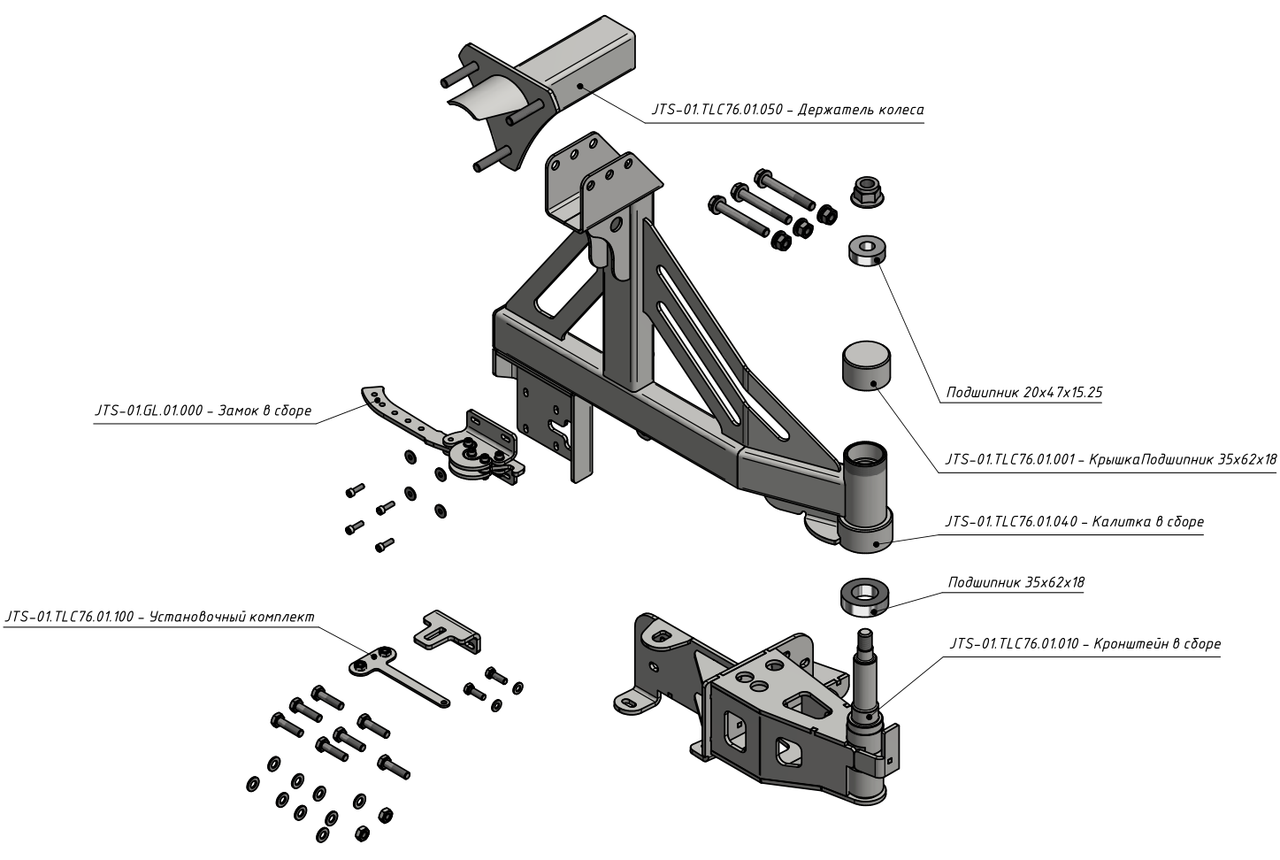
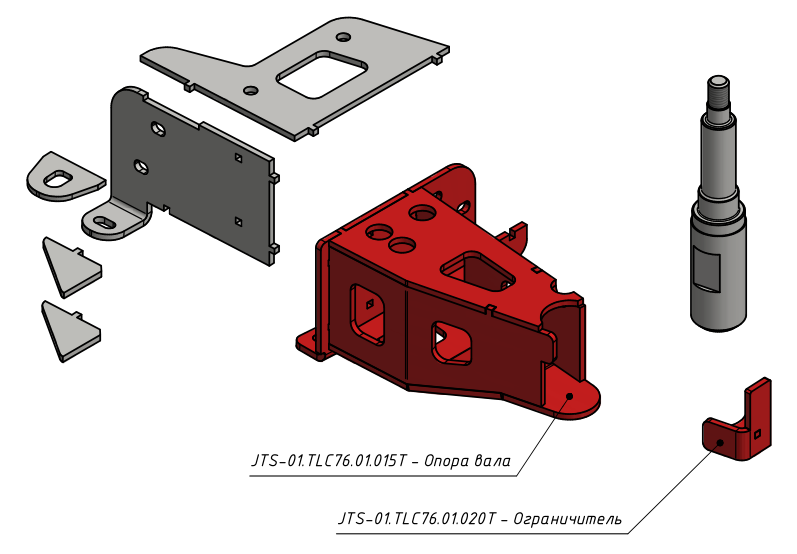
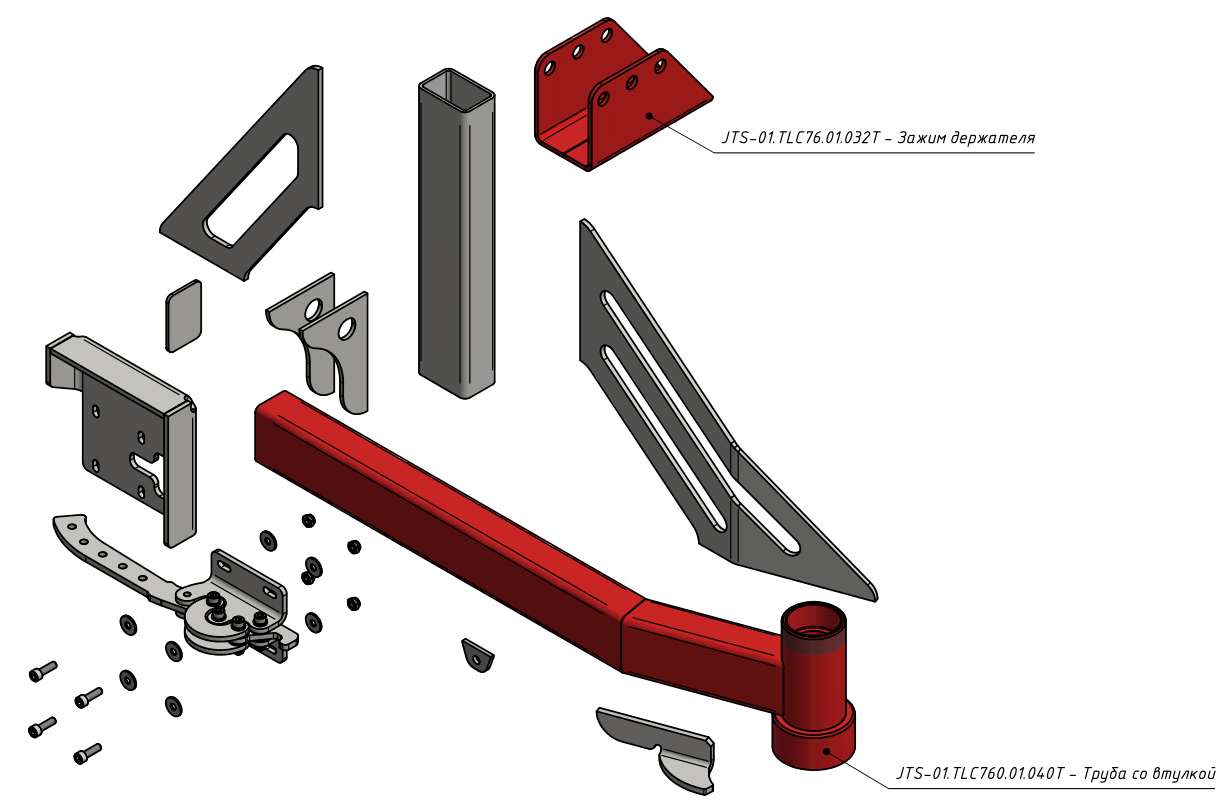
Рассмотрим на примере изделия «Калитка с кронштейном» (рис. 1) отличия в структурах и составах: конструкторском, технологическом, производственном.
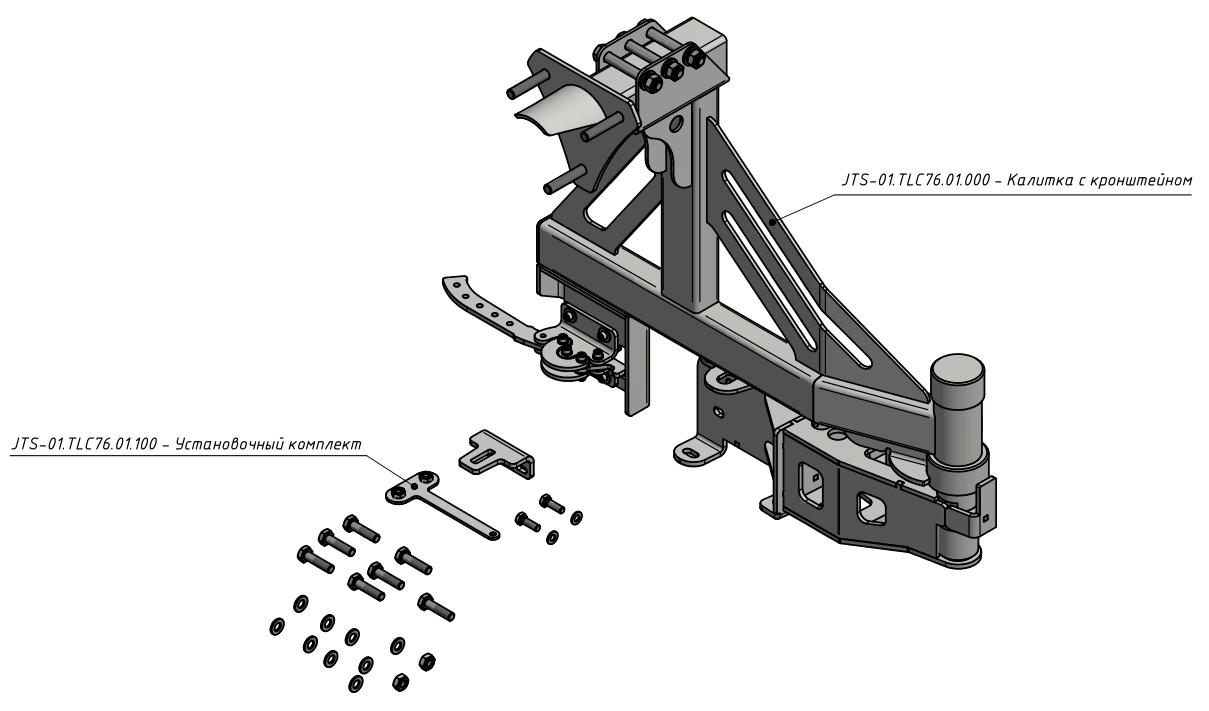
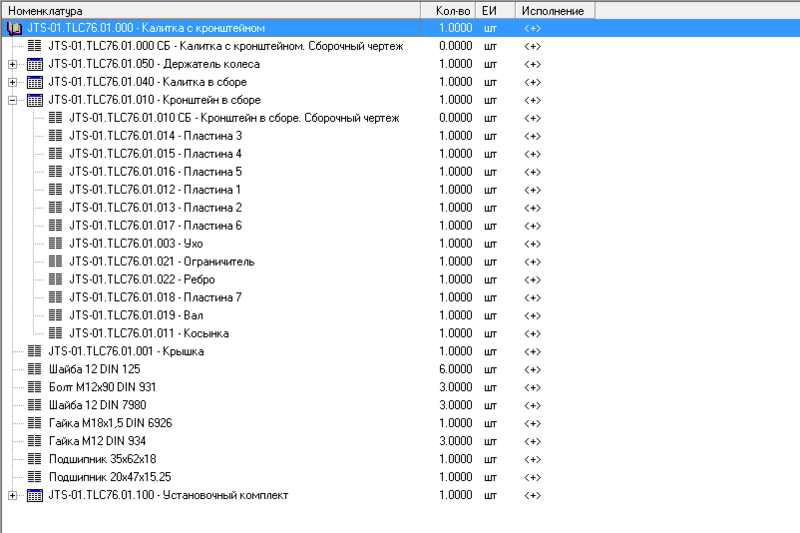
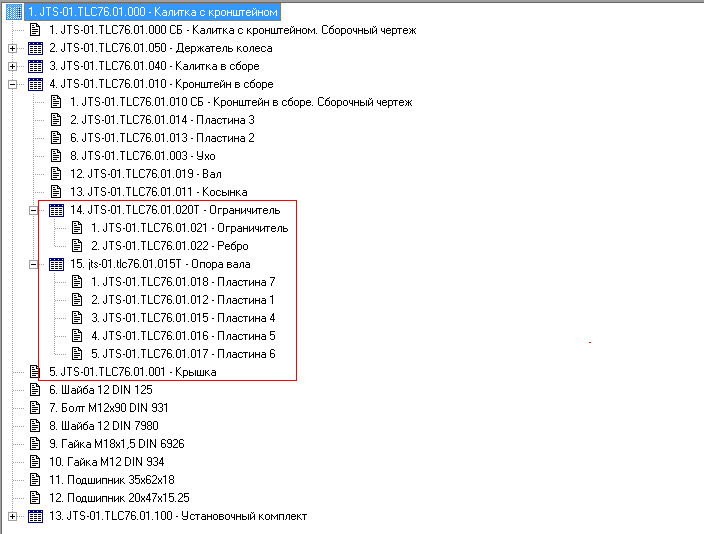
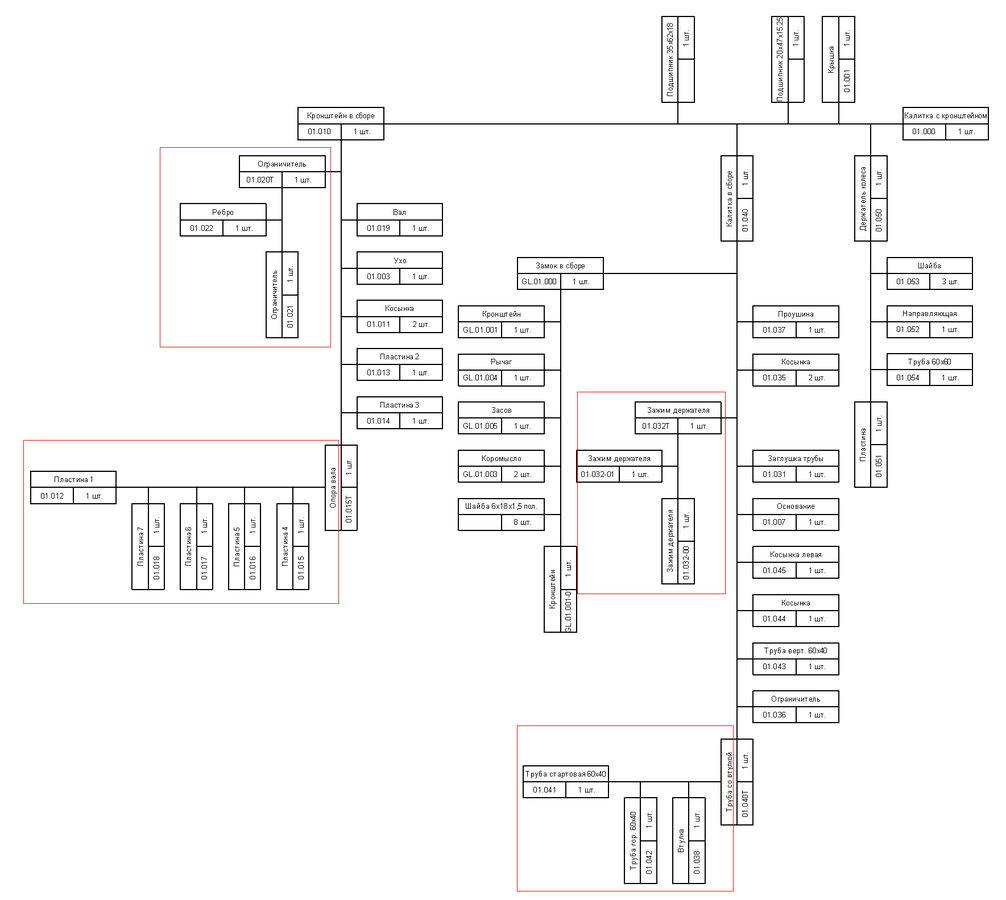
Согласно конструкторскому составу, изделие содержит три номенклатурных позиции узлов 1-го порядка, одну номенклатурную позицию детали, семь номенклатурных позиций стандартных и прочих изделий, один установочный комплект (рис. 2).
В TechnologiCS конструкторский состав изделия ведется в режиме «Спецификация» (СП) и далее в автоматическом режиме «Итоговая СП» (ИСП) формируется полный конструкторский состав изделия, включая сборочные единицы, комплексы и комплекты (рис. 3).
В процессе разработки технологии изготовления изделия, как правило, необходимо выбрать соответствующий вид сборки (в соответствии с
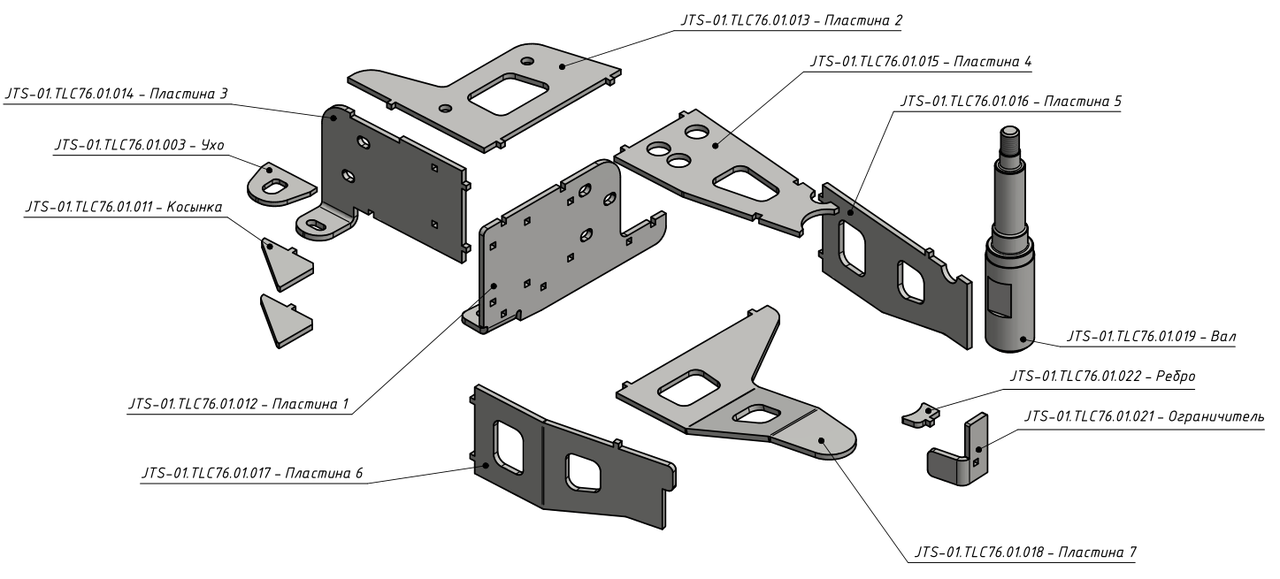
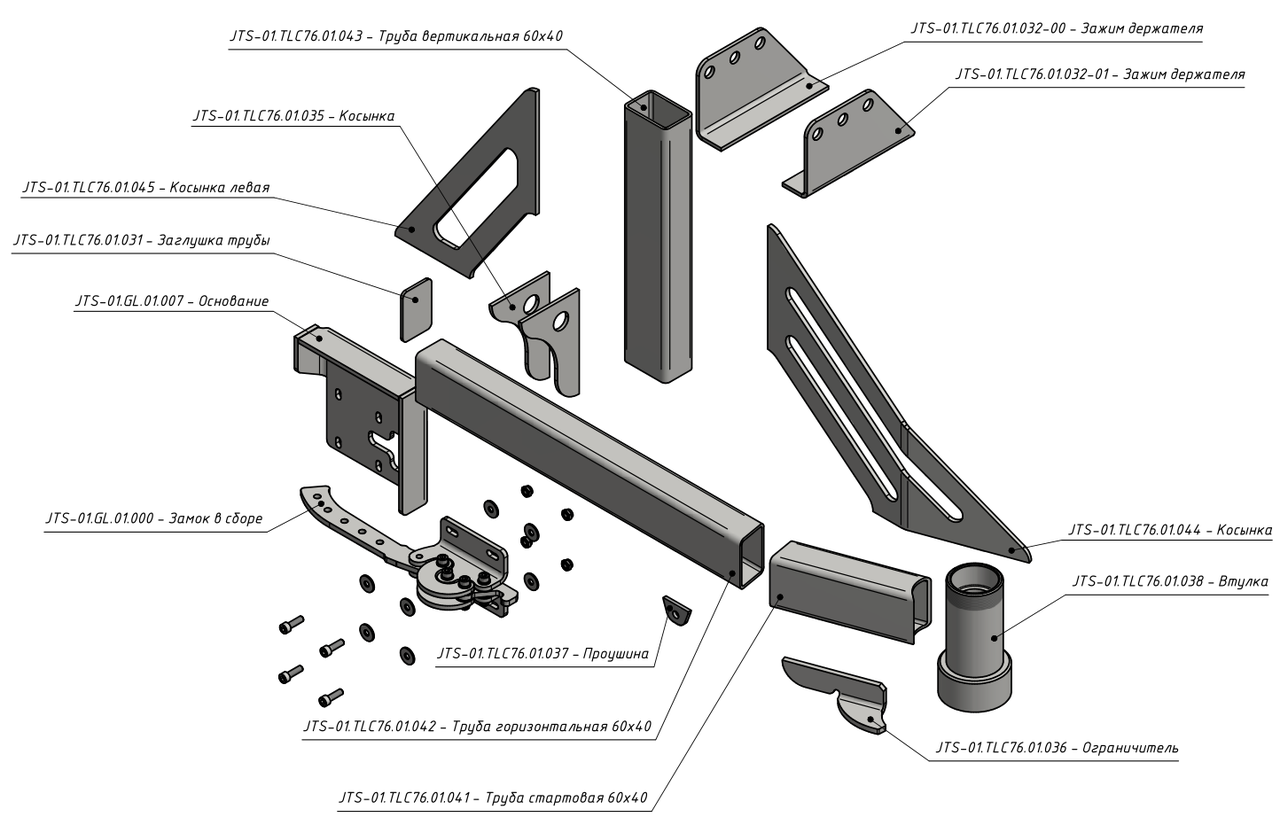
В нашем примере в конструкторский состав узлов 1-го порядка (рис. 4, 5) введем технологические узлы 2-го порядка (рис. 6, 7).
Технологический состав изделия ведется в режиме «Итоговый ТП» (BOM) и позволяет прорабатывать разные варианты технологического состава изделия (рис. 8) с учетом производственных возможностей.
Теперь, когда один или несколько вариантов технологического состава изделия сформированы, на позиции состава разработаны техпроцессы, проставлены нормы
Возвращаясь к нашему примеру, создадим две производственные спецификации. Состав первой будет сформирован на основе конструкторского состава изделия, состав второй — на основе технологического состава. Количество планируемых в производство изделий в обоих вариантах составляет 10 шт. Для каждого из составов постоим свою циклограмму (рис. 9, 10), чтобы визуально оценить разницу во времени технологического цикла.
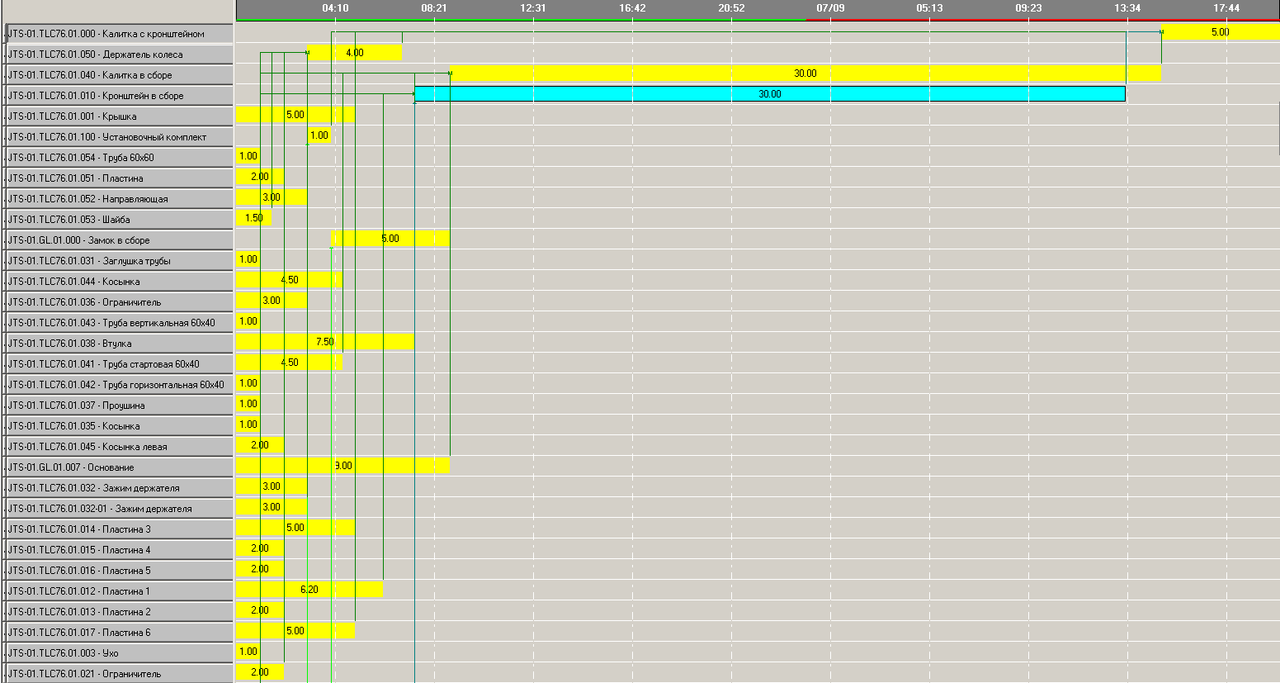
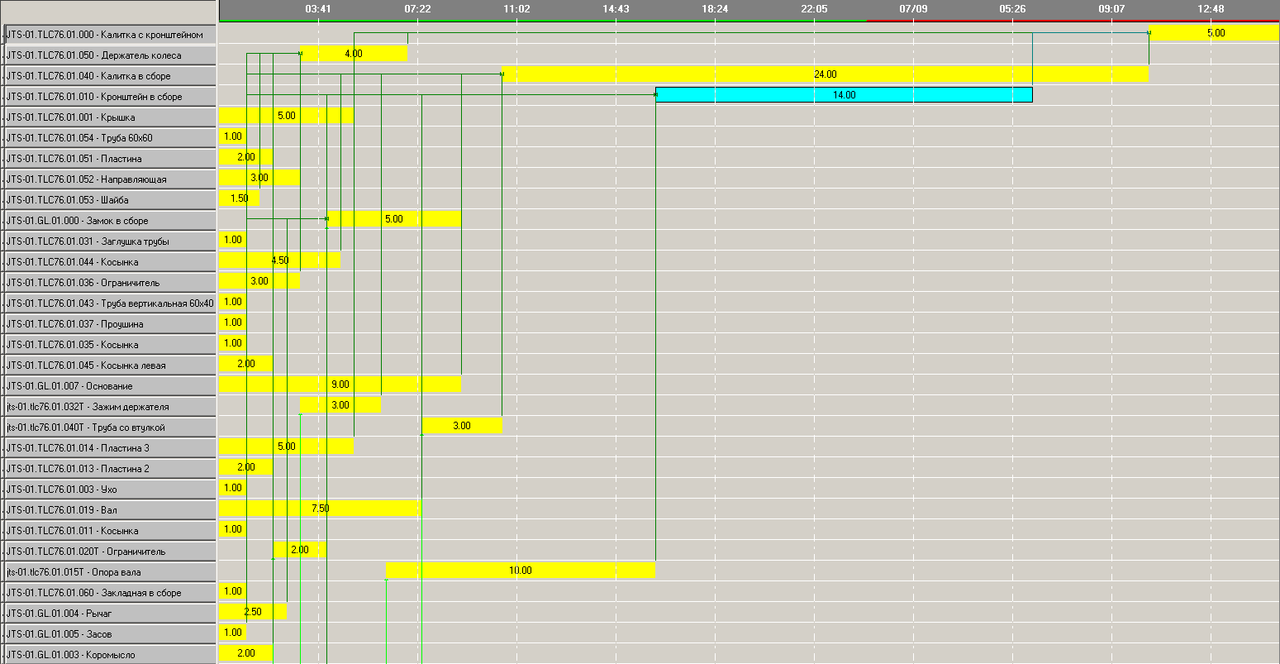
Как видим, в первом случае расчетное время составляет 44 часа (4 ч. 24 мин. на одно изделие).
Во втором — 39,5 часов (3 ч. 57 мин. на одно изделие). Сокращение технологического цикла произошло за счет того, что технологические сборки выполняются параллельно (рис. 11).
В итоге нашими специалистами был разработан режим, который позволяет осуществлять трансформирование и ведение производственных структур изделия не только для своей MES, но и для других (внешних) производственных систем, а главное решать эту задачу комплексно, с учетом изменений, особенностей технологии, складов, снабжения и производственного плана. Что это дает? По оценкам наших специалистов, точность расчета потребностей при использовании конструкторского состава для целей планирования и управления производством (конструктивная ЭСИ) не превышает 70−75%. Особенно это проявляется в части покупных позиций: материалов, стандартных и прочих изделий. Вместе с тем точность расчета потребностей на основе производственно-технологического состава составляет 95% и более, при этом возможно учесть потери, особенности технологии и наличие комплектующих на складах предприятия. Совместно все эти факторы позволяют существенно повысить точность планирования, прозрачность управления и общую эффективность производства.