Если вы не можете объяснить что-либо простыми словами, вы это не понимаете.
Перефразированное высказывание Ричарда Фейнмана, часто приписываемое Альберту Эйнштейну
Концепция «Индустрия 4.0» как продолжение развития западной традиции в организации промышленного производства предполагает большее проникновение информационных технологий в промышленное производство и повышение его эффективности. Термин появился в 2011 году на одной из промышленных выставок в Ганновере, был подхвачен — и вскоре его стали использовать как синоним четвертой промышленной революции, хотя в данном случае больше уместно слово «эволюция»: резкого, качественного скачка производительности в рамках этого процесса не произошло.
Не остались в стороне от новых веяний и ведущие производители программного обеспечения, которые, правда, нередко пытаются превратить «Индустрию 4.0» в очередной маркетинговый фетиш, монополизировать рынок, перестроить его под себя, навязать остальным свои подходы и стандарты. Тем не менее, в рамках четвертой промышленной революции появляются как откровенно слабые, нежизнеспособные решения, так и прорывные, новаторские продукты.
Продолжая развивать идеи бережливого производства, предприятия в то же время стремятся осваивать выпуск персонализированной массовой продукции по принципам Agile. Задача, как и в третью промышленную революцию, — соединить эффективность и производительность поточных методов и подходов с разнообразием единичного производства. Вывести потребление на новый уровень, предложив максимально персонифицированный набор вариантов, оттенков, форм и возможностей — при экономичности массового производства.
Четвертая промышленная революция подразумевает объединение разрозненных систем и оборудования с ЧПУ в единый взаимосвязанный механизм. Перед цифровым предприятием стоит задача автоматизации абсолютно всех процессов и этапов производства: проектирования изделия, управления изменениями, создания виртуального прототипа изделия, удаленной переналадки станков с ЧПУ с быстрой сменой приспособлений, настроенных вне рабочей зоны, для выпуска продукта. Нужен быстрый и автоматизированный расчет с выдачей заданий на покупку необходимых компонентов в нужном количестве и последующим контролем поставки. Необходим мониторинг изделий от склада готовой продукции до потребителя, а затем — контроль условий использования и утилизации. Последние требования должны обеспечивать как минимум существующий ныне уровень контроля — или превосходить его для изделий особо ответственных или представляющих известную опасность.
Теория — это когда все известно, но ничего не работает. Практика — это когда все работает, но никто не знает почему. Мы же объединяем теорию и практику: ничего не работает, и никто не знает почему!
Альберт Эйнштейн
Огромному большинству отечественных предприятий и корпораций свойственно стремление к максимальной эффективности и прозрачности бизнеса. Не является исключением и АО «Тулаточмаш». Говоря о нем, можно смело утверждать — это современное, динамично развивающееся предприятие, возглавляемое людьми с весьма прогрессивными взглядами на управление бизнесом как на уровне руководства предприятием, так и на уровне холдинга.
АО «Тулаточмаш» — один из ведущих конструкторских и производственных центров Тулы, выполняющий работы по проектированию, изготовлению, испытанию и комплексной отработке широкой номенклатуры военно-ориентированной продукции. Предприятие имеет современное техническое оснащение, входит в состав холдинга «Высокоточные комплексы» и Государственной корпорации «Ростехнологии», является членом Союза машиностроителей России.
К 2017 году на АО «Тулаточмаш» было завершено внедрение систем автоматизации подготовки производства (PDM/PLM, CAPP, CAD, CAМ) и программно-аппаратного комплекса мониторинга станков с ЧПУ.
Именно на заключительном этапе автоматизации предприятия стала очевидной необходимость обеспечить наследуемость информации, порождаемой на стадии подготовки производства, в процессах планирования и управления. Требовалось не просто создать единую корпоративную информационную систему, а объединить в одной цифровой системе материальные объекты и потоки с виртуальными.
Известная проблема несоответствия объектов учетной системы (чаще всего — бухгалтерской) и технических данных, создаваемых при подготовке производства, была знакома и АО «Тулаточмаш». Создаваемые позиции спецификаций не подразумевали удобства их закупки и учета, а данные учета не всегда соответствовали технически грамотному описанию, что не способствовало корректности оценки остатков, дефицита, закупочных цен, применяемости и др.
Поэтому одной из ключевых задач проекта в АО «Тулаточмаш» стала реализация внутренней совместимости комплекса, способного обеспечить взаимодействие корпоративной информационной системы, построенной на нескольких платформах, оборудования и людей. При этом цифровая копия реальных объектов должна быть идентичной в разных системах, однозначно идентифицируемой в различных функциональных областях с разными характеристиками и признаками. Функции должны повторять реальные, происходящие с физическим объектом.
В результате это позволит накапливать информацию по всем процессам и учитывать ту область деятельности предприятия, в которой она генерируется. И далее, благодаря сбору, анализу и визуализации всей информации, принимать решения, основанные на качественных исходных данных, для максимально полной, актуальной и точной оценки ситуации. Также немаловажной является возможность замещения людей при выполнении рутинных и трудоемких операций.
Физик стремится сделать сложные вещи простыми, а поэт — простые вещи — сложными.
Лев Ландау
Важным фактором стала необходимость использовать исключительно отечественный софт, ведь, ввиду особенностей и высокой эффективности его продукции, АО «Тулаточмаш» — самая очевидная цель западных санкций. Импортозамещение в подобных отраслях — безальтернативный путь развития.
Вопреки вестникам апокалипсиса, зачастую имеющим свой интерес в лоббировании импортных ИТ-продуктов на российском рынке, отечественные разработчики выглядят вполне конкурентно — отчасти за счет стоимости предлагаемых решений, отчасти благодаря скорости реакции на потребности бизнеса и реализации современных концепций. Естественно, есть отставание от флагманов, особенно заметное в части CAD/CAM/CAE, но будем честны — функциональность топовых продуктов зачастую не востребована даже на тех предприятиях, которые в состоянии себе их позволить. Причины могут быть разными: инерция, традиции, трудности с переподготовкой персонала и конструктивные особенности изделий. Важно другое — предприятие способно достичь максимально возможных результатов без использования импортных систем и со значительно меньшими затратами.
Думаю, я смело могу сказать, что квантовой механики никто не понимает.
Ричард Фейнман

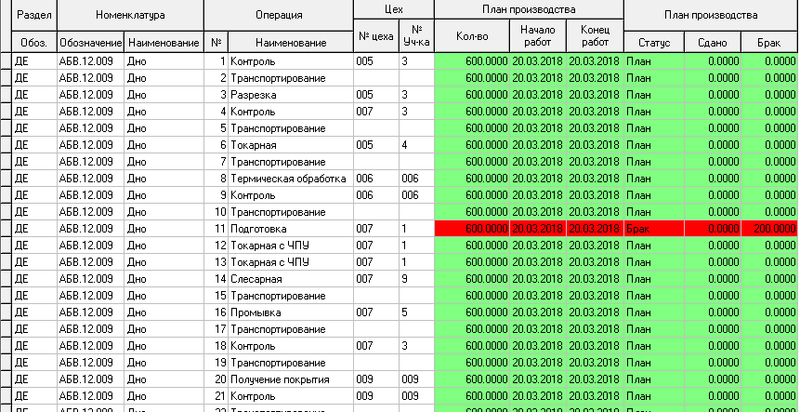
Если взглянуть на годовой план производства АО «Тулаточмаш», не обращая внимания на цифры в графе «Количество», может сложиться впечатление, что предприятие производит единичную продукцию. Длинный список высокотехнологичных изделий с многоуровневой иерархией компонентов, требующих детального прослеживания всех процессов от исходных материалов до готового изделия.
Предложенная компанией CSoft система TechnologiCS стала основой для построения взаимодействия изначально невзаимосвязанных частей.
Исходные данные поступают в TechnologiCS из системы подготовки производства, проходят этап автоматизированной проверки, сопоставляются с данными учетной (бухгалтерской) системы. Впоследствии это позволяет без изменений в процессах подразделений, работающих в учетной системе, реализовать сквозную прослеживаемость изготовления изделий и своевременное обеспечение производства всем необходимым.
Реализация проекта по внедрению TechnologiCS позволила провести децентрализацию управленческих решений, делегировать некоторые из них на нижние уровни.
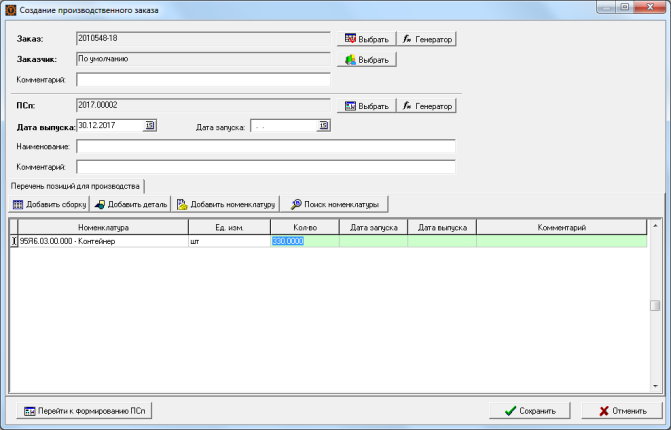
Создание и расчет производственного заказа были сведены к одной форме, в которой плановик производит выбор существующего коммерческого («сбытового») заказа с последующим указанием позиций и их количества. Система автоматически подгружает активные (верифицированные) версии спецификации и техпроцессов ко всем деталям и сборочным единицам всех позиций, назначенных к изготовлению в текущем периоде.
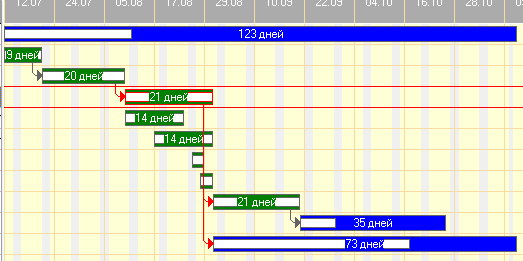
На основании планируемой даты выпуска, данных по составу, входимости и процессу изготовления, данных о незавершенном производстве, об остатках на складах, циклах подготовки и обеспечения производства строится календарный план с расчетом даты запуска и выпуска для каждой позиции.
Только дурак нуждается в порядке — гений господствует над хаосом.
Альберт Эйнштейн
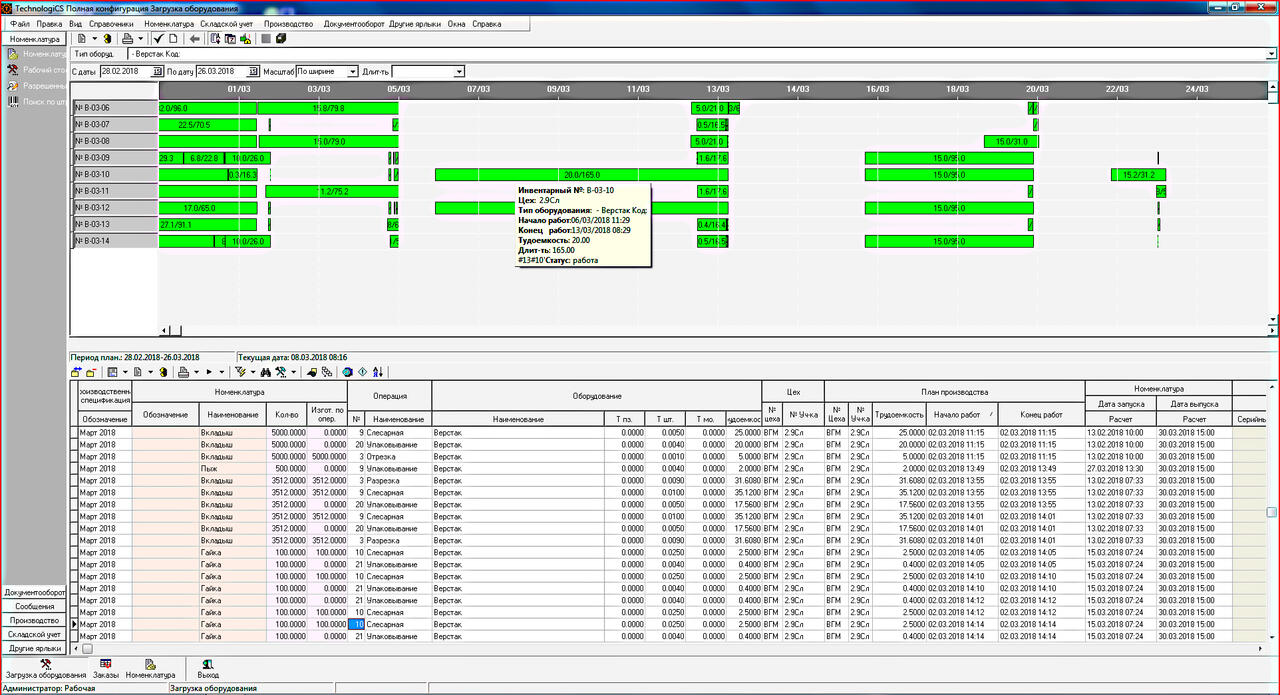
Собственно, на этапе расчета производственного заказа производится расчет загрузки оборудования и оптимальных партий запуска. Как ни удивительно, но именно в этом месте спотыкается большинство систем с глубоко продуманными алгоритмами.
На современном этапе развития научно-технического прогресса и при сегодняшнем уровне развития предприятий система подобного класса не может эффективно работать без вмешательства человека. Рано или поздно для контроля и корректирующего воздействия требуется участие эксперта, особенно в экстренных и нестандартных ситуациях. Поэтому в TechnologiCS на каждом этапе расчета плановику предоставляется возможность ручной корректировки (изменение дат запуска, переназначение работ с одной единицы на другую, изменение количества партий с последующим перерасчетом загрузки оборудования и дат запуска/выпуска
Аналогичным образом построена работа и при возникновении брака в производстве, выходе из строя оборудования, при анализе нормативных заделов, оптимизации производственной программы — TechnologiCS не пытается принимать вместо человека решения, TechnologiCS сигнализирует о возникших отклонениях и неполадках, предоставляет специалистам всю необходимую для принятия решения информацию, проводит вполне конкретные расчёты по задачам пользователя, а не пытается решить «оптимизационную задачу производства в абсолюте». Все решения в итоге принимаются пользователем. Именно такой симбиоз машинного и человеческого интеллектов в итоге даёт наиболее эффективный результат.
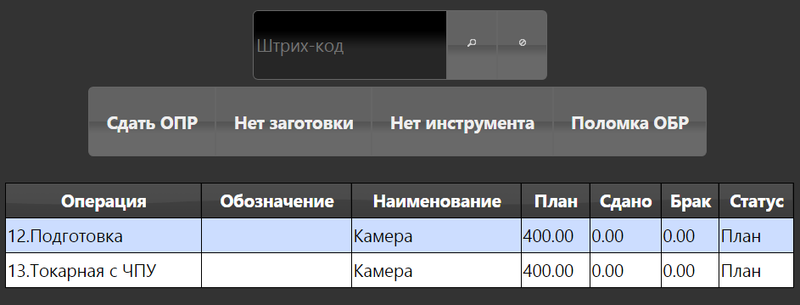
После того как все расчеты проведены, план производства становится доступен цеховым планово-распределительным бюро (ПРБ), а также подгружается в терминалы работников, установленные непосредственно на станках.
Дальнейший контроль за ходом производства осуществляется на уровне мастеров и ПРБ. Если возникает необходимость, задачи эскалируются на уровень ПДО.
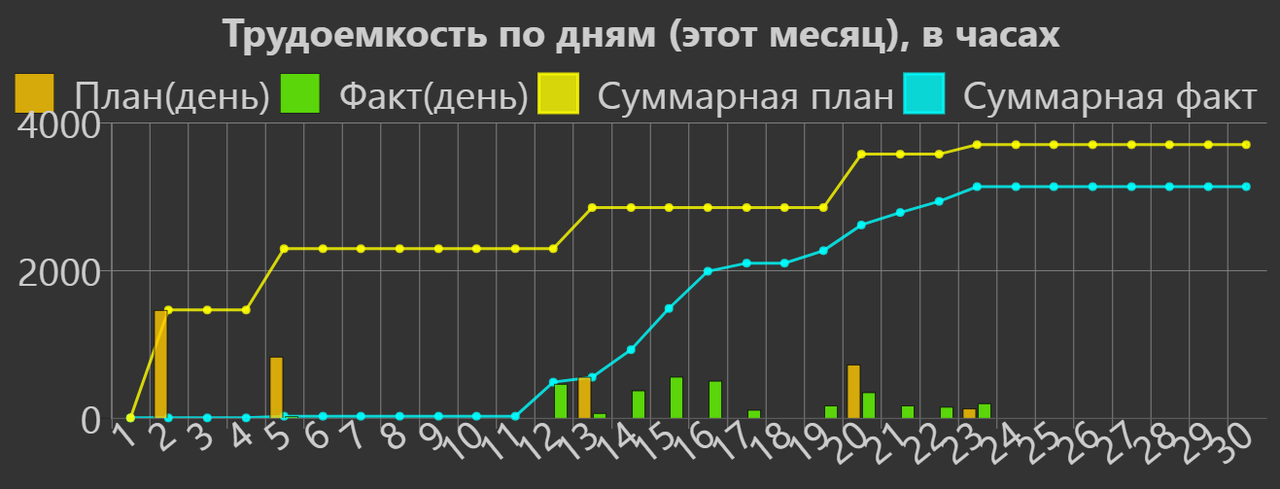
Для этих задач применяются настраиваемые дашборды, а также специализированные маркеры в режиме работы с производственным планом в TechnologiCS.

Таким образом, благодаря объединению разрозненной информации из различных систем, реализации функционала планирования и диспетчеризации производства непосредственно в TechnologiCS, удалось замкнуть всю цепочку производственных процессов.
В настоящее время на отдельном локализованном производстве АО «Тулаточмаш» завершен пилотный проект, началось его тиражирование на основном производстве.
Хотелось бы отметить, что весь пилотный проект был реализован за два месяца. Безусловно, такой результат был бы недостижим без высококвалифицированной команды АО «Тулаточмаш», постоянного участия специалистов ИТ-службы и производственных подразделений.
Опыт АО «Тулаточмаш» наглядно показывает, что при четкой и взвешенной постановке целей, качественной внутренней экспертизе предлагаемых решений и непосредственном участии специалистов предприятия во внедрении системы построение цифрового производства может быть реализовано в разумные сроки и при разумных затратах.